

Şirketlerin kitlesel plastik üretimini ele alma biçiminde ezber bozan çok boşluklu plan, modern plastik üretiminde önemli bir ilerlemedir. enjeksiyon kalıbı infüzyon kalıplama yeniliği. Çok boşluklu bir infüzyon şeklinin kullanılması, tek bir kalıplama döngüsü içinde çeşitli ayırt edilemez parçaların oluşturulmasına izin vererek üretim verimliliğini artırır ve parça başına maliyetleri azaltır. Üretim kapasitelerini optimize ederken tüm bileşenlerde sabit kalite ölçütlerini korumak söz konusu olduğunda, bu plan yaklaşımı şu anda üreticiler için zorunludur. Şirketler, çok gözlü plastik kalıpların akıllıca kullanılmasıyla işçilik maliyetlerini en aza indirebilir, kumaş kullanım oranlarını ileriye taşıyabilir ve kapsamlı üretim planlarını yerine getirebilir. Günümüzün hızlı tempolu üretim ortamında üretim yeterliliğini ileriye taşımak ve rekabetçi odak noktalarını desteklemek için üreticiler, ürün mimarları ve mühendisler çok boşluklu infüzyon şekil planının kavramlarını, faydalarını ve uygulamalarını öğrenmelidir.
Çok gözlü tasarım enjeksiyon kalıbı verimliliğini nasıl artırır?
Üretim Hızının Artırılması ve Çevrim Süresi Optimizasyonu
Çok gözlü plastik kalıplar, döngü sürelerini veya makine gereksinimlerini orantılı olarak artırmadan üretim çıktısını çoğaltarak üretim verimliliğinde devrim yaratır. Özel bir plastik enjeksiyon kalıbı üreticisi, parça boyutuna ve karmaşıklığına bağlı olarak 2, 4, 8, 16 veya daha fazla gözlü kalıplar tasarlayarak tek bir enjeksiyon döngüsünde birden fazla özdeş parçanın üretilmesini sağlayabilir. Bu çarpma etkisi, parça başına üretim süresini önemli ölçüde azaltarak küçük ve orta ölçekli bileşenler için yüksek hacimli üretimi ekonomik olarak uygulanabilir hale getirir. Enjeksiyon kalıbı döngü süresi, aynı anda ister bir parça ister birden fazla parça üretilsin, esasen aynı kalır ve doğrudan artan üretkenliğe dönüşen önemli zaman tasarrufu sağlar. Modern çok gözlü plastik kalıplar, tüm boşlukların eşit şekilde doldurulmasını sağlayan sofistike yolluk sistemleri ve dengeli akış kanalları içerir, bu da verimliliği en üst düzeye çıkarırken tutarlı döngü sürelerini korur.
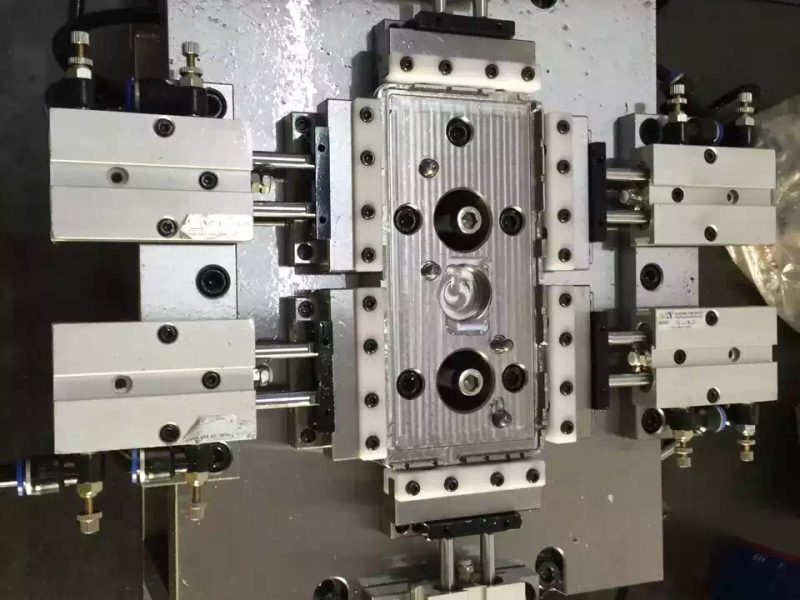
Malzeme Kullanımı ve Atık Azaltma Faydaları

![]()
Bir enjeksiyon kalıbında çok gözlü tasarımın uygulanması, ürün malzemesinin yolluk sistemi malzemesine oranını optimize ederek malzeme kullanım verimliliğini önemli ölçüde artırır. Özel bir plastik enjeksiyon kalıbı üreticisi çok gözlü bir sistem tasarladığında, yolluk ağı erimiş plastiği aynı anda birden fazla boşluğa dağıtarak kapılar, yolluklar ve yolluklarla ilişkili orantılı atıkları azaltır. Bu gelişmiş malzeme verimliliği, pahalı mühendislik plastikleri ile çalışırken veya çevresel hususlar atık minimizasyonu gerektirdiğinde özellikle değerli hale gelir. Çok gözlü plastik kalıplar Yolluk sistemi malzeme maliyetinin birden fazla parça arasında daha iyi amortismanını sağlayarak üretilen bileşen başına daha düşük malzeme maliyetleri sağlar. Geliştirilmiş malzeme kullanımı, plastik atık üretiminin azaltılması ve hammaddelerin daha verimli kullanılması yoluyla çevresel etkinin azaltılmasına da katkıda bulunur.
Enerji Verimliliği ve Makine Kullanım Optimizasyonu
Çok gözlü enjeksiyon kalıbı tasarımları, her makine döngüsünden ve ısıtma işleminden elde edilen üretken çıktıyı en üst düzeye çıkararak enerji tüketimini optimize eder. Çok gözlü bir sistemde malzemeyi ısıtmak, enjekte etmek ve soğutmak için gereken enerji, tek gözlü üretim için gerekenden yalnızca marjinal olarak daha yüksektir, ancak çıktı göz sayısı ile çarpılır. Enerji maliyetleri ve çevresel gereksinimler artmaya devam ettikçe, üreticiler bu enerji verimliliği avantajının öneminin farkına varmaktadır. Enjeksiyon kalıplama ekipmanınızın mümkün olduğunca verimli çalışmasını istiyorsanız, onlara ısmarlama bir kalıp üreticisi tarafından yapılan çok gözlü plastik kalıplar taktırmalısınız. Üreticiler, daha az makine ile daha fazla parça üretmelerini sağlayan gelişmiş makine kullanımı sayesinde daha az ekipman, daha az bakım ve daha az zemin alanı ile daha büyük üretim hedeflerine ulaşabilirler.
Çok gözlü enjeksiyon kalıpları için temel tasarım hususları nelerdir?
Çok Boşluklu Sistemlerde Denge ve Akış Analizi
Çok gözlü plastik kalıplarda mükemmel dengenin sağlanması, deneyimli bir özel plastik enjeksiyon kalıp üreticisi tarafından sofistike mühendislik analizi ve hassas tasarım uygulaması gerektirir. Yolluk sistemi, erimiş plastiğin her bir boşluğa aynı basınç, sıcaklık ve akış hızı özellikleriyle aynı anda ulaşmasını sağlamak için dikkatlice tasarlanmalıdır. Dengesiz dolum, farklı boyutlara, yüzey kalitesine ve mekanik özelliklere sahip parçalara neden olabilir ve çok boşluklu üretimin birincil avantajını zayıflatır. Enjeksiyon kalıbı üretiminden önce, tasarımcılar malzeme akış modellerini analiz etmek, yolluk geometrisini optimize etmek ve potansiyel dolum dengesizliklerini belirlemek için gelişmiş bilgisayar destekli mühendislik araçlarını kullanabilirler. Dengeli tasarım yöntemi, tüm deliklerin eşit şekilde dolmasını sağlayarak kısa atışlar, çukur izleri veya boyutsal farklılıklar gibi kusurların olasılığını azaltır. Bu da tutarlı kalitede parçalar elde edilmesini sağlar.
Soğutma Sistemi Tasarımı ve Sıcaklık Kontrolü
Etkili soğutma sistemi tasarımı, birden fazla eşzamanlı dolum işleminden kaynaklanan ısı üretimini yönetirken tüm boşluklarda eşit sıcaklık dağılımı ihtiyacı nedeniyle çok boşluklu plastik kalıplarda giderek daha karmaşık hale gelmektedir. Yetenekli bir özel plastik enjeksiyon kalıbı Üretici, diferansiyel büzülme ve çarpılmayı önlemek için sıcaklık homojenliğini korurken tüm boşluklar için yeterli ısı giderme kapasitesi sağlayan soğutma kanalları tasarlamalıdır. Soğutma sistemi yerleşimi, çoklu kavite üretiminden kaynaklanan artan ısı yükünü dikkate almalı ve döngü sürelerinin tüm kavitelerde optimum düzeyde kalmasını sağlamalıdır. Soğutma kanallarının stratejik olarak yerleştirilmesi, uygun soğutma sıvısı akış hızlarının seçilmesi ve konformal soğutma gibi gelişmiş soğutma teknolojilerinin uygulanması, çok gözlü plastik kalıpların performansını önemli ölçüde artırabilir. Sıcaklık kontrol sistemleri, uzun üretim çalışmaları boyunca tutarlı kalıp sıcaklıklarını korumak için hassas bir şekilde kalibre edilmelidir.
Kalite Kontrol ve Parça Tutarlılığı Zorlukları
Çok gözlü enjeksiyon kalıp sistemleri, tüm gözlerde tutarlı parça kalitesi sağlamak için kapsamlı izleme ve kontrol stratejileri gerektiren benzersiz kalite kontrol zorlukları sunar. Boşluk boyutlarındaki, yüzey kaplamasındaki veya havalandırmadaki farklılıklar, aynı döngüde eş zamanlı olarak üretilse bile farklı özelliklere sahip parçalara yol açabilir. Saygın bir özel plastik enjeksiyon kalıbı üreticisi, kalıp yapımı sırasında hassas işleme, dikkatli boşluktan boşluğa eşleştirme ve kapsamlı denetim prosedürleri dahil olmak üzere titiz kalite kontrol önlemleri uygular. Süreç izleme sistemleri, boşluklar arasındaki varyasyonları tespit edebilmeli ve süreç ayarlamaları için geri bildirim sağlayabilmelidir. Operatörlerin birden fazla parça akışını aynı anda izlemesi ve genel ürün kalitesini etkileyebilecek boşluğa özgü sorunları tespit etmesi gerektiğinden, istatistiksel proses kontrolü çok gözlü plastik kalıp üretiminde özellikle önemli hale gelir.
Üreticiler ne zaman tek gözlü enjeksiyon kalıpları yerine çok gözlü kalıpları tercih etmelidir?
Üretim Hacmi Analizi ve Ekonomik Gerekçelendirme
Çok gözlü plastik kalıpları uygulama kararı, hem ilk takım yatırımını hem de uzun vadeli üretim maliyeti tasarruflarını dikkate alan kapsamlı üretim hacmi analizine ve ekonomik modellemeye dayanmalıdır. Yüksek hacimli üretim uygulamaları, tipik olarak, parça başına önemli maliyet düşüşleri ve gelişmiş üretim verimliliği yoluyla çok gözlü tasarımla ilişkili ek takım karmaşıklığını ve maliyetini haklı çıkarır. Özel bir plastik enjeksiyon kalıp üreticisi, yıllık üretim hacimleri, parça karmaşıklığı, malzeme maliyetleri ve üretim zaman çizelgesi gereksinimleri gibi faktörleri göz önünde bulundurarak tek boşluklu ve çok boşluklu seçenekleri karşılaştıran ayrıntılı maliyet analizi sağlayabilir. Çok gözlü yatırım için başa baş noktası parça boyutuna, karmaşıklığına ve üretim gereksinimlerine bağlı olarak değişir, ancak tipik olarak yıllık hacimler birkaç yüz bin parçayı aştığında ortaya çıkar. Ekonomik analiz, çok gözlü plastik kalıpların sağladığı azaltılmış makine saati gereksinimleri, işçilik maliyeti tasarrufları ve iyileştirilmiş malzeme kullanımını da dikkate almalıdır.
Parça Boyutu ve Karmaşıklık Hususları
Üretilen parçaların fiziksel özellikleri çok gözlü enjeksiyon kalıbı tasarımının fizibilitesini ve etkinliğini önemli ölçüde etkiler. Daha küçük parçalar genellikle çok gözlü üretim için daha uygundur çünkü birden fazla göz, makine kapasitesi sınırlamalarını aşmadan standart kalıp tabanlarına sığabilir. Karmaşık geometriler, birden fazla oyukta uygulanması zor hale gelen daha sofistike soğutma ve havalandırma sistemleri gerektirebileceğinden, parça karmaşıklığı da çok oyuklu tasarım kararlarını etkiler. A özel plastik enjeksiyon kalıp üreticisi optimum kavite sayısı ve düzenini belirlerken parça geometrisini, boyutsal toleransları, yüzey kalitesi gereksinimlerini ve malzeme akış özelliklerini değerlendirmelidir. Orta düzeyde boyutsal gereksinimleri olan basit, simetrik parçalar yüksek boşluk sayılı kalıplar için ideal adaylarken, sıkı toleranslara sahip karmaşık parçalar daha iyi proses kontrolü ve kalite izleme sağlayan daha düşük boşluk sayıları için daha uygun olabilir.
Pazar Talebi ve Üretim Esnekliği Gereksinimleri
Pazar talep modelleri ve üretim esnekliği gereksinimleri, çok gözlü plastik kalıpların belirli uygulamalar için en uygun üretim çözümünü temsil edip etmediğinin belirlenmesinde önemli rol oynar. Öngörülebilir üretim programlarına sahip istikrarlı, yüksek hacimli talep, verimliliği en üst düzeye çıkaran ve parça başına maliyetleri en aza indiren çok gözlü yaklaşımları güçlü bir şekilde desteklemektedir. Bununla birlikte, sık tasarım değişiklikleri, çoklu parça varyasyonları veya belirsiz talep hacimleri gerektiren uygulamalar, daha fazla esneklik ve daha düşük değiştirme maliyetleri sunan tek gözlü enjeksiyon kalıp tasarımlarından daha fazla yararlanabilir. Özel bir plastik enjeksiyon kalıbı üreticisi, en uygun kalıplama stratejisini belirlemek için pazar koşullarını ve üretim gereksinimlerini değerlendirmeye yardımcı olabilir. Çok gözlü plastik kalıplar, yerleşik talep modellerine sahip olgun ürün pazarlarında üstünlük sağlarken, tek gözlü çözümler yeni ürün tanıtımları, özel uygulamalar veya oldukça değişken talep özelliklerine sahip pazarlar için tercih edilebilir.
Sonuç
Birkaç gözlü infüzyon kalıpları, seri imalat için genişletilmiş üretkenlik, daha az kumaş kullanımı ve daha düşük parça başına maliyet gibi bir dizi avantaja sahiptir. Çok gözlü plastik kalıpları kullanmayı seçerken yaklaşık olarak üretim sayılarını, porsiyon niteliklerini ve finansal bakış açılarını düşünmek çok önemlidir. Rekabetçi üretim kabiliyetlerine işaret eden üreticiler, iyi tasarlandıklarında ve uygulandıklarında bu çerçevelerden şaşırtıcı avantajlar elde edebilirler.
Yongsheng, çoklu kavite alanında 20 yılı aşkın uzmanlığını enjeksiyon kalıbı tasarim ve üreti̇m. Dongguan'ın “Kalıplar Şehri ”ndeki ISO9001:2015 sertifikalı tesisimiz, ilk tasarım analizinden nihai üretim optimizasyonuna kadar kapsamlı hizmetler sunmaktadır. Bize şu adresten ulaşın sales-c@alwinasia.com Çok boşluklu kalıplama gereksinimlerinizi görüşmek ve deneyimli ekibimizin üretim verimliliğinizi nasıl en üst düzeye çıkarabileceğini keşfetmek için.
Sıkça Sorulan Sorular
S: Tek bir enjeksiyon kalıbına kaç boşluk dahil edilebilir?
C: Kavite sayısı parça boyutuna, karmaşıklığına ve makine kapasitesine bağlıdır, büyük parçalar için 2-4 kaviteden küçük bileşenler için 64+ kaviteye kadar değişir.
S: Çok gözlü kalıplar farklı enjeksiyon kalıplama makineleri gerektirir mi?
C: Çok gözlü kalıplar daha yüksek sıkıştırma kuvveti ve enjeksiyon kapasitesine sahip makineler gerektirebilir, ancak çoğu standart makine orta göz sayılarını karşılayabilir.
S: Çok boşluklu tasarım parça kalitesi tutarlılığını nasıl etkiler?
C: Düzgün tasarlanmış çok gözlü kalıplar, dengeli dolum, eşit soğutma ve hassas göz eşleştirmesi sayesinde mükemmel kalite tutarlılığını korur.
S: Tek gözlü kalıplara kıyasla çok gözlü kalıplar için tipik maliyet artışı nedir?
C: Çok gözlü kalıplar tipik olarak başlangıçta 50-200% daha pahalıya mal olur, ancak yüksek hacimli üretimde parça başına önemli maliyet tasarrufu sağlar.
S: Mevcut tek gözlü kalıplar çok gözlü tasarımlara dönüştürülebilir mi?
C: Dönüşüm nadiren pratiktir; çok gözlü kalıplar, uygun denge ve performans optimizasyonu elde etmek için tamamen yeniden tasarlanmayı gerektirir.
Referanslar
1. Kazmer, D.O. (2007). “Enjeksiyon Kalıp Tasarımı Mühendisliği.” Hanser Gardner Yayınları.
2. Rees, H. (2002). “Kalıp Mühendisliği: İkinci Baskı.” Hanser Gardner Yayınları.
3. Menges, G. & Mohren, P. (1993). “Enjeksiyon Kalıpları Nasıl Yapılır: Üçüncü Baskı.” Hanser Publishers.
4. Beaumont, J.P. (2002). “Yolluk ve Geçit Tasarımı El Kitabı.” Hanser Gardner Yayınları.
5. Malloy, R.A. (1994). “Enjeksiyon Kalıplama için Plastik Parça Tasarımı: Bir Giriş.” Hanser Gardner Yayınları.
6. Pötsch, G. & Michaeli, W. (1995). “Enjeksiyon Kalıplama: Bir Giriş.” Hanser Gardner Yayınları.